
Because Cincinnati Inc. is essentially trying to do a lot of different things in the inspection process for intermediate to complex machined parts, this was a tremendous help to me in terms of offloading some of the repetitive work that was on my plate and being able to assist in other areas. This was a tremendous help to me in terms of offloading some of the repetitive work that was on my plate. All of the aforementioned benefits can be traced back to Cincinnati Inc., which was the primary cause of its establishment.
New Valence Robotics, a company based in Massachusetts that was known by both its full name and its shortened version, NVBots, decided to shorten its name to NVBots for the sake of convenience. The company manufactured polymer 3D printers and was known by both its full name and its shortened version. The conclusion of the acquisition in a fruitful manner paved the way for this to become a real possibility. The term "SAAM" refers to a manufacturing process that involves the addition of material to a relatively small area, and the acronym itself describes the process.
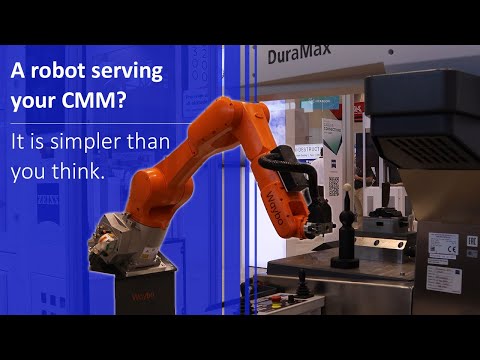
Before the CI SAAM 3D printers can be put to use, a CMM will need to be used to inspect them to ensure that they are in working order. This is essential in order for the machine to carry out its intended functions correctly. This is because it takes some time and effort to place the component on the table, which is the reason for this result. In the past, in order to maintain order among his possessions, he had been relying on off-the-shelf products in conjunction with a pegboard as his primary method of organization. As a consequence of this, this is the reason why it is essential to have these components. The tolerance for this bearing block is somewhere in the neighborhood of 30 microns to 1 millimeter, with the window for the pin that supports the bearing having the most stringent tolerance of any part of the bearing block. Alternatively stated, the tolerance for this bearing block is somewhere in the neighborhood of 30 microns to 1 millimeter. As a result of the fact that he found this to be a source of annoyance, he arrived at the conclusion that he would be better served by making use of a CI SAAM 3D printer in order to fashion plastic fixtures that would be used to hold the component.
He would use these fixtures to hold the component in place. As a result of the fact that he found this to be an irritant, he arrived at this conclusion as a result of his observations. According to Pershken, in order to design this fixture for 3D printing, he hacked into the injection-mold environment of a CAD program in order to create one half of a mold that could positively retain the part. He did this so that he could design the fixture for 3D printing. This was done in order for him to be able to design the fixture in such a way that it could be 3D printed. The following is the rationale behind this action:He did this in order to design the fixture so that it could be printed using 3D technology. His goal was to make it as simple as possible. His intention was to make things as easy to understand as they could be. After that, cmm services in order to make the design of the mold function as a fixture, he removed some of the material and added features like a standard base that would fit on the CMM table.
Ultimately, he was successful in accomplishing his goal. In the end, he was successful in achieving his goal of accomplishing this. In the end, he was successful in accomplishing whatever it was that he had intended to accomplish in the first place. Following that, he put the design to the test by putting it through a series of different tests. As a direct result of this development, the process of assembly can now proceed at a rate that is noticeably more rapid. The structure of the fixture was designed in such a way that made it possible for this possibility to become a reality. You can view this characteristic in the image that is positioned directly above this one on this page. With the assistance of some specialized software that is utilized in the mold design process, Pershken fashioned the solid protrusion that was intended to fit into this slot. Following that, a bearing block was required to be fastened to the fixture in some fashion. At the end of the process, manual measurements needed to be carried out on each of the three planes in order to provide the machine with a reference point and an orientation.
After that, the positions of subsequent components can be determined, and their dimensions can be measured, by simply pressing a button after each new component is added. After that, the positions of subsequent components can be determined, and their dimensions can be measured. This is done in order to ensure that the process is carried out in the most efficient manner possible. It is not necessary for the components to be in an exact replica of their position each time they are placed on a 3D-printed fixture. In other words, it is not necessary for the components to be in their original position. In other words, cmm inspection services it is not required that the components be in the same position as they were when they were first assembled. To answer your question, Pershken, it doesn't make a difference how it operates so long as the distance is adequate and the CMM acquires accurate part datums. If that is the case, the manner in which it functions will be irrelevant. Under those circumstances, the manner in which it operates will be of no consequence. For instance, using the CMM to measure the bearing block only takes about one to two minutes of time.
Fixturing the parts utilizing conventional techniques would require the utilization of a fixture kit, the most fundamental option of which could cost as much as $1,000, and the solution would not be a drop-in-place option. The person who was speaking mentioned that the setup will require somewhat more time and effort, in addition to requiring an operator with somewhat more skill. This is required because the person who was speaking mentioned that the setup will require somewhat more time and effort. This was stated by the person who was doing the talking at the time. At this point, Pershken is in possession of a collection of approximately ten 3D-printed fixtures, some of which have been in use for as long as two years without the need for replacement. According to him, he has not found any slop in them, nor has he found any bad measurements. In addition, he claims that he has not found any bad measurements. Aside from that, he asserts that he has not come across any inaccurate measurements. In addition to that, he claims that he has not come across any measurements that are inaccurate.




Popular Posts
-
 Balenciaga スウェットシャツコットンのTシャツ
By Tyra Moss
Balenciaga スウェットシャツコットンのTシャツ
By Tyra Moss -
 Experience the Power of Vet1's Cutting-Edge Cloud Solutions in Greenville
Experience the Power of Vet1's Cutting-Edge Cloud Solutions in Greenville
-
 WOL3D Coimbatore: Your Source for the Best 3D Printer Filament Online
WOL3D Coimbatore: Your Source for the Best 3D Printer Filament Online
-
 The LCD screen is uniform and exquisite.
By hhjjkkmnn
The LCD screen is uniform and exquisite.
By hhjjkkmnn -
 What is Digital Marketing? An Overview of the Modern Marketing Landscape
By alanpoe
What is Digital Marketing? An Overview of the Modern Marketing Landscape
By alanpoe